


Продукция


-

Первый пуансон DW для гипсокартона
-

Пуансонная игла
-

Корпус второго пуансона
-

Машина для высечки заготовок
-

Винт для механических деталей
-
Штамп для пресса
-

Матрица для накатки желобчатой резьбы
-

Твердосплавная матрица
-

Винт для часов с очками
-

Твердосплавная пластина
-
Матрица с прямым отверстием
-
Нестандартная обрезная матрица
-

Матрица для формовки гаек
-

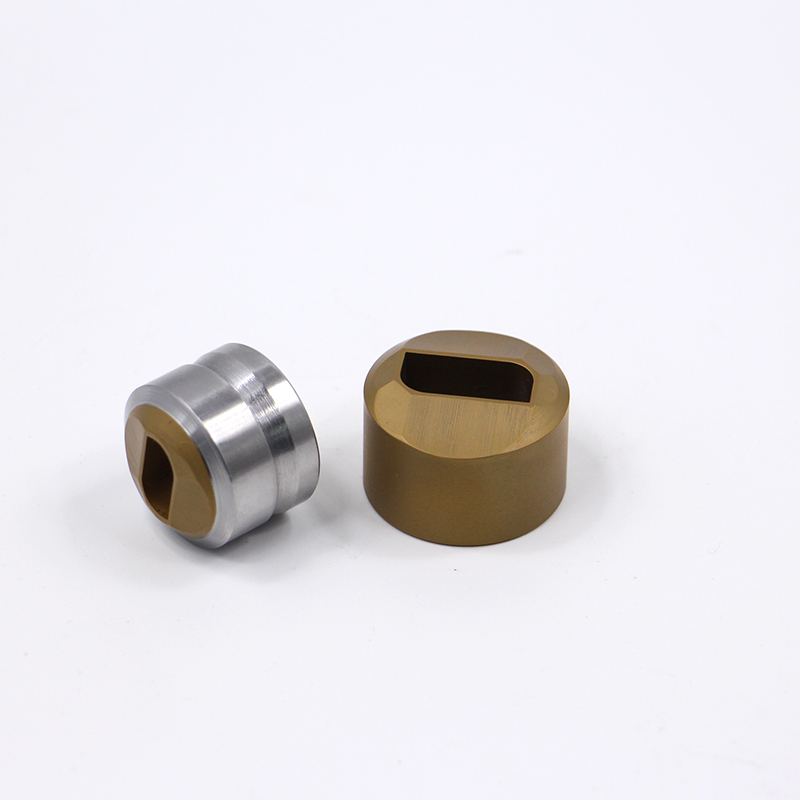
Цанга с квадратным отверстием
-

Матрица для накатки плоской резьбы
-

Обрезная матрица







Машина для накатки резьбы
Обзор Плашки для накатки резьбы — это прецизионные инструменты, используемые в процессах холодной штамповки для изготовления высокопрочной, долговечной наружной резьбы на болтах, винтах, валах и других цилиндрических компонентах. В отличие от нарезания резьбы, накатка резьбы вытесняе...
Описание
маркер
Обзор
Плашки для накатки резьбы — это прецизионные инструменты, используемые в процессах холодной штамповки для изготовления высокопрочной, долговечной наружной резьбы на болтах, винтах, валах и других цилиндрических компонентах. В отличие от нарезания резьбы, накатка резьбы вытесняет материал для формирования резьбы, что обеспечивает превосходную усталостную прочность, улучшенную отделку поверхности и повышенную размерную точность. Этот процесс широко используется в автомобильной, аэрокосмической и промышленной промышленности, а также в производстве крепежных деталей.
Основные характеристики и преимущества
✔ Превосходное качество резьбы — создает резьбу с превосходной отделкой поверхности (Ra 0,4–1,6 мкм) и без отходов материала.
✔ Повышенная прочность — упрочнение повышает прочность на разрыв до 30% по сравнению с нарезанной резьбой.
✔ Высокая скорость производства — возможность формирования 100–800 ниток в минуту (в зависимости от типа станка).
✔ Увеличенный срок службы инструмента — плашки премиум-класса выдерживают 200 000–1 000 000 циклов до повторной заточки.
✔ Универсальность — совместимы с различными материалами, включая сталь, нержавеющую сталь, алюминий и титан.
Технические характеристики и параметры
| Параметр | Технические характеристики | Стандартный диапазон |
| Тип штампа | Плоский / Круглый / Планетарный | Плоские штампы (набор из 2 штампов) |
| Диапазон размеров резьбы | M1.6 – M60 (метрическая система), #2 – 2.5" (имперская система) | M3 – M24 |
| Стандарты резьбы | ISO, DIN, ANSI, JIS, пользовательские профили | ISO 68-1 (грубая метрическая система) |
| Твердость материала | 58-64 HRC (карбид вольфрама/инструментальная сталь) | 60-62 HRC |
| Сила качения | 5-200 кН | 50 кН (резьба М12) |
| Скорость поверхности | 10–60 м/мин | 30 м/мин |
| Класс допуска | 4г-6г (ISO), 2A-3A (ANSI) | 6г (ISO) |
| Длина нити | До 300 мм (регулируется) | 50 мм (стандарт) |
| Умри Жизнь | 200 тыс.-1 млн циклов (до переточки) | 500 тыс. циклов (сталь) |
| Совместимость с машинами | Резьбонакатные станки с ЧПУ, системы автоматической подачи | 2-валковые станки с ЧПУ |
Преимущества процесса по сравнению с нарезанием резьбы
| Фактор | Накатка резьбы | Нарезание резьбы |
| Материальные отходы | Нет (процесс перемещения) | Произведено чипов |
| Прочность нити | На 20-30% прочнее за счет холодной обработки | Более низкая усталостная устойчивость |
| Норма производства | В 3-5 раз быстрее | Более медленный процесс |
| Отделка поверхности | Гладкая, закаленная поверхность | Возможны механически обработанные следы |
Приложения
Автомобильная промышленность: болты двигателя, шпильки колес, компоненты трансмиссии
Авиационно-космическая промышленность: высокопрочные титановые крепежи
Медицинская промышленность: прецизионные хирургические инструменты
Промышленная промышленность: гидравлические фитинги, ходовые винты
Совместимость материалов
| Группа материалов | Примеры | Пригодность |
| Углеродистая сталь | AISI 1018, 1045, 10B21 | Отличный |
| Нержавеющая сталь | 303, 304, 316, 17-4PH | Хороший |
| Алюминиевые сплавы | 6061, 7075 | Хороший |
| Титан | 2 класс, 5 класс | Ярмарка (специальные штампы) |
Техническое обслуживание и оптимизация
Смазка штампа: требуется смазка EP высокого давления
Восстановление: штампы можно перетачивать 3-5 раз
Выравнивание: критически важно для точности шага резьбы
Осмотр: регулярные проверки резьбовых калибров
Варианты настройки
Специальные формы резьбы (ACME, трапециевидная, утолщенная)
Микрорезьба для миниатюрных компонентов
Покрытия против заедания для титановых изделий
Автоматизированные системы измерения в процессе производства
Резьбонакатные штампы представляют собой наиболее эффективный метод для крупносерийного производства резьбы, предлагая непревзойденную последовательность и механические свойства. Для оптимальной производительности штампы должны соответствовать определенным сортам материала и параметрам станка. Современные резьбонакатные ролики с ЧПУ с этими штампами могут стабильно достигать допуска на диаметр шага ±0,01 мм.
Примечание: фактическая производительность зависит от пластичности материала, смазки и состояния станка. Проконсультируйтесь с нашими инженерами для получения рекомендаций по конкретному применению.
связаться с нами
Сопутствующие популярные продукты

Трехсекционная матрица
Трехсегментная матрица, также известная как составная матрица, представляет собой прецизионную форму, состоящую из нескольких сегментов из карбида вольфрама, заключенных в двойные стальные держатели. Такая конструкция позволяет эффективно придавать материалам как простые, так и сложные формы. Сегментные штампы широко используются в отраслях, где требуется высокоточная холодная штамповка, включая производство крепежных деталей, деталей специальной формы и деталей с высокой точностью проектирования.
Матрица для формовки гаек
Краткое описание Компания Хэнхуэй производит высокоточные, долговечные штампы для хол...

Второй пуансон Pozidriv
Второй пуансон, также известный как пуансонная игла, играет критически важную роль в процессе холодной высадки, формируя окончательную форму крепежных изделий, таких как винты, болты и заклепки. Это основной компонент штампов для холодной высадки, необходимый для прецизионного формования, долговечности и стабильности производства.

Матрица для накатки ананасовой резьбы
Обзор: Резьбонакатная головка с зубчатым венчиком "Ананас" - это специализированный и...

Автоматический винт для изготовления деталей
Обзор продукта: Автоматический винт для деталей - это высокоточный крепеж, разработан...
Винт для механических деталей
Обзор продукции: Наши винты для механических деталей разработаны с учетом жестких тре...

Матрица для накатки резьбы винтов по гипсокартону DW
Штамп для нарезания резьбы DW для гипсокартона — это прецизионный инструмент, используемый при производстве шурупов для гипсокартона. Он необходим для формирования наружной резьбы на стержне шурупа, обеспечивая превосходную производительность крепления. Мы предлагаем различные модели, а также индивидуальные решения для удовлетворения различных производственных требований.
Твердосплавная матрица
Штамп для холодной высадки Новый дизайн Шестисегментный Штамп Китай Поставщик Настроил Хорошее качество
Штамп для пресса
Штамп для пресса представляет собой высокоточный инструмент, используемый в производстве для резки, формовки или придания формы материалам с помощью прессового оборудования. Разработанные для многократного использования в условиях высокого давления, пресс-штампы незаменимы для массового производства деталей с постоянной точностью и стабильностью размеров. Будь то простые кронштейны или сложные электронные компоненты, наши штампы для пресса оптимизированы для долговечности, скорости и точности.

Винт прецизионной электроники
Обзор продукта: Шурупы для прецизионной электроники разработаны для сложных применени...

Фасонная обрезная матрица
Холодновысадочные обрезные штампы — это специализированные формы, используемые в холодновысадочных станках для резки, предварительной формовки и придания формы металлическим заготовкам в готовые или полуготовые холодновысадочные детали. Эти штампы имеют решающее значение для производства высокоточных крепежных деталей, таких как болты и гайки, особенно там, где требуются высокая прочность и жесткие допуски.
Винт для часов с очками
Обзор продукта: Наши винты для очков и часов - это сверхточные микровинтики, специаль...

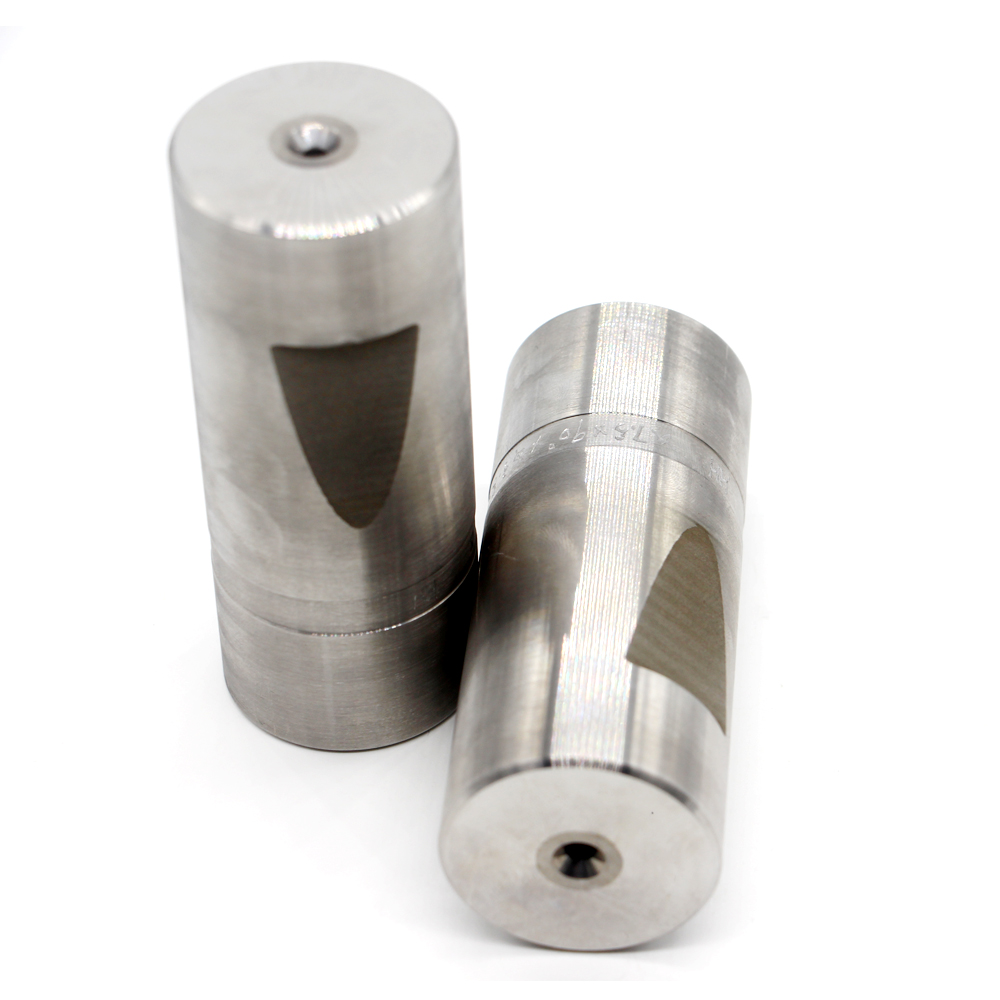
Сегментированная шестигранная матрица
Шестисегментный штамп — это высокоточный инструмент, состоящий из шести отдельных сегментов сердцевины штампа, центральной втулки и корпуса штампа. Эта инновационная конструкция устраняет основные недостатки традиционных цельных шестигранных штампов, особенно концентрацию напряжений и растрескивание на ранней стадии. Сегментированная конфигурация, разработанная для обеспечения долговечности и производительности, не только повышает механическую прочность, но и значительно продлевает срок службы.

Машина для формовки орехов
Машина для формовки гаек — это специализированное оборудование для холодной ковки, предназначенно...

Передающий палец
Зажим для винтовых штампов, обычно обозначаемый модельными номерами 611-615, является критически важным компонентом, используемым для надежной фиксации штампов в процессе холодной высадки и формования винтов. Эти зажимы разработаны для прочного удержания винтовых штампов, обеспечивая стабильное выравнивание, минимизируя вибрацию и поддерживая точность производства при высоком давлении и быстрых рабочих циклах. Изготовленные из закаленной легированной стали, они созданы для выдерживания интенсивных механических нагрузок при непрерывном промышленном использовании.
Обрезная матрица
Китай настроил OEM-прецизионный перфоратор SKD11 0,001 мм Precision HSS Punch H9 H55 Pin-Punch



